Пресс-форма для витрины тортов и десертов (UMD-CK-1900) is a ISO 9001 / CE-certified пресс-форма пенополиуретан / холодильник — вакуумное формование, пенообразующие, дверные product manufactured by UREXCEED. Lead time: 45 – 75 days. MOQ: 1 set. Key applications: Curved-glass front cake display cabinet, Square-glass front cake display cabinet (multi-tier), Dessert and pastry display cabinet (hotel, café, bakery chain), Catering display equipment (buffet, deli counter), Refrigerated chocolate / confectionery display, Wedding / event cake display cabinet (rental fleet), Hotel lobby refrigerated dessert stand, Bakery chain in-store display fleet.
UMD-CK-1900
Пресс-форма для витрины тортов и десертов
Пресс-форма для витрин тортов и десертов — высокоточная литая алюминиевая пресс-форма, спроектированная для витрин с гнутым стеклом и передне-дверных полостей. Оптимизация текучего вспенивания справляется со сложной геометрией и нерегулярными корпусами. До 1 900 × 700 × 1 300 мм, ~30 с/цикл на автоматизированных линиях.
Engineering reply within 24 hours
Quote + spec sheet + tailored sizing recommendation. WhatsApp answered 9 am–6 pm Beijing time.
Характеристики
- Target Product
- Refrigerated cake / dessert / catering display cabinet
- Cabinet Size Capacity
- Up to 1,900 × 700 × 1,300 mm
- Mould Material
- Cast aluminium alloy ZL105 / LY12
- Mould Working Temperature
- 40 – 60°C
- Curing Time
- 6 – 15 min (adjustable per cabinet geometry)
- Production Cycle
- ~30 seconds per shot on automated line
- Foaming Medium
- POL mixed with HCFC-141b / cyclopentane / HFC-245fa + ISO
- Cavity Geometry
- High-precision fluid-foaming structure for curved glass fronts
- Special-Shape Support
- Curved glass shells, faceted front doors, irregular bases
- Cavity Precision
- ±0.05 mm
- Cooling Channels
- Integrated water-cooled circuits
- Mounting
- Refrigerator mold fixture compatible
- Lead Time
- 45 – 75 days
- MOQ
- 1 set
Применение
- Curved-glass front cake display cabinet
- Square-glass front cake display cabinet (multi-tier)
- Dessert and pastry display cabinet (hotel, café, bakery chain)
- Catering display equipment (buffet, deli counter)
- Refrigerated chocolate / confectionery display
- Wedding / event cake display cabinet (rental fleet)
- Hotel lobby refrigerated dessert stand
- Bakery chain in-store display fleet
Сертификаты
Почему мы организуем пресс-формы по типу шкафа холодильника, а не по технологии формовки
Большинство поставщиков пресс-форм перечисляют каталог по "вакуумной формовке / вспениванию / дверным пресс-формам" — по принципу работы. Мы перечисляем по "морозильный ларь / витрина тортов / chef base / островной морозильник / кухонный холодильник / витрина" — по шкафу, который вы продаёте. Это сделано намеренно.

Buyer mental model
Заводы холодильников не покупают "пресс-форму для вспенивания" — они покупают "пресс-форму, которая делает мой 350-литровый морозильный ларь". Шкаф диктует каждый размер; технология пресс-формы — лишь средство достижения цели.
One-stop cabinet → mould match
Когда покупатель присылает нам чертёж шкафа, мы за 30 минут сопоставляем его с одной из шести семей. Правильная пресс-форма — та, что спроектирована вокруг этого семейства шкафов, а не общая, которую мы адаптируем.
Template library depth
По шести семействам у нас накоплены сотни шаблонов полостей за 30 лет. Ваш "новый" дизайн шкафа, вероятно, совпадает с шаблоном с точностью 2–5% — это значит пресс-форма за 45 дней вместо 80.
Whole-line fit
Каждое семейство несёт свою оптимальную спецификацию вспенивающей машины, усилие зажима крепёжного приспособления и плотность ПУ-рецептуры. Покупая пресс-форму, вы также получаете полную рекомендацию для остальной части линии вспенивания.
Модели шкафов, производимые этой пресс-формой
Эта пресс-форма спроектирована для конкретных SKU шкафов ниже. Каждая строка — реальный заводской выпуск: температурный класс, ёмкость, компрессор, хладагент и общие размеры прошли полевые испытания. Используйте эту таблицу, чтобы сопоставить ваш целевой шкаф с правильной конфигурацией пресс-формы.
| Модель шкафа | Вариант | Температура (°C) | Объём (л) | Мощность (Вт) | Вес (кг) | Компрессор | Хладагент | Размер (мм) |
|---|---|---|---|---|---|---|---|---|
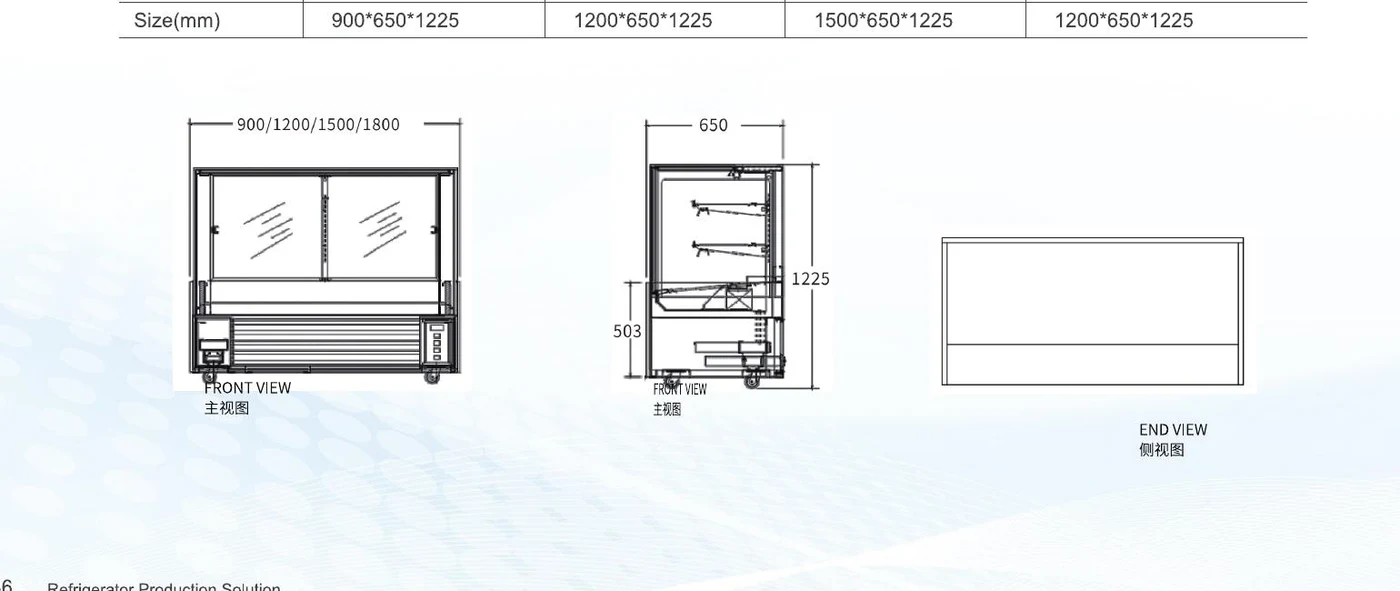
| DG-900FZ | — | 2–8 | 290 | 430 | 100 | DONPER / WANBAO | R290 | 900 × 650 × 1225 |
| DG-1200FZ | — | 2–8 | 400 | 440 | 115 | DONPER / WANBAO | R290 | 1200 × 650 × 1225 |
| DG-1500FZ | — | 2–8 | 507 | 600 | 130 | DONPER / WANBAO | R290 | 1500 × 650 × 1225 |
| DG-1200FZK | K-frame (square glass) | 2–8 | 400 | 440 | 115 | DONPER / WANBAO | R290 | 1200 × 650 × 1225 |
Источник: каталог UREXCEED §07 серия OEM/ODM шкафов. Инженерный чертёж ниже показывает виды спереди / сбоку / с торца с размерными выносками. Нестандартные размеры шкафов вне этого диапазона — расчёт за 7 дней, отправьте нам чертёж шкафа.
Литой алюминий ZL105 / LY12 — почему этот материал побеждает для пресс-форм холодильников
Одни поставщики пресс-форм используют сталь, другие — кованый алюминий. Мы используем литой алюминий ZL105 с усилением LY12. Вот инженерное обоснование.
Thermal conductivity
Теплопроводность ~150 Вт/(м·К) — в четыре раза лучше, чем у стали P20. Тепло передаётся быстро и равномерно через полость, что поддерживает строгую согласованность отверждения пены и позволяет работать с более коротким циклом.
Machinability
Алюминий быстро обрабатывается на ЧПУ. Мы регулярно держим точность полости ±0,05 мм на 3-осевом фрезерном станке ЧПУ — стальные полости той же геометрии требуют 5-осевого станка и удвоенного времени обработки.
Weight
Половина плотности стали. Пресс-форма островного морозильника 2,5 м весит ~1 800 кг в литом алюминии против ~5 500 кг в стали. Проще обработка на крепёжном приспособлении, дешевле транспорт, меньше нагрузка на подъёмный привод.
Cost balance
Сам алюминий дороже за кг, чем мягкая сталь, но экономия на обработке и логистике перекрывает разницу для шкафов холодильников. Сталь остаётся дешевле для форм, не требующих точности (рамные конструкции, столбы крепёжного приспособления), поэтому мы используем сталь Q235 там.
The trade-off
Компромисс: алюминий даёт вмятины при падении. Дисциплина обращения оператора важна — мы поставляем с каждой пресс-формой руководство по обращению/обслуживанию и обучаем вашу команду во время пуско-наладки.
Как мы проектируем полость — геометрия, охлаждение, вентиляция
"Пресс-форма" — это на самом деле три вещи, объединённые в одну: полость, формирующая пену; каналы охлаждения, отводящие тепло; и литники/вентиляционные отверстия, контролирующие, как пена течёт внутрь и как воздух выходит наружу. Мы проектируем каждое под ваш конкретный шкаф.
- 1
Проектирование полости — от CAD шкафа
Ваш файл шкафа DWG / STEP / IGES идёт на вход. Мы обратно-проектируем геометрию полости с уклонами 1,5–2 мм там, где нужно, учитывая усадку пены при отверждении (~0,3% линейно для ПУ холодильного класса).
- 2
Компоновка каналов охлаждения — равномерный отвод тепла
Каналы проходят на 15–25 мм ниже поверхности полости, с шагом 80–120 мм. Мы CFD-моделируем поток воды, чтобы исключить горячие точки (вызывающие переотверждение пены) или холодные точки (вызывающие недо-отверждение). Каналы из красной меди для теплопроводности.
- 3
Размещение литников и вентиляции — управление потоком пены
Для большинства шкафов холодильников — один литник в центре снизу плюс 3–6 вентиляционных отверстий в верхних углах шкафа. Для длинных шкафов (островной морозильник, кухонный холодильник) мы используем одно-головочное горизонтальное заполнение с одного торца — пена течёт равномерно с одного конца, вентиляция выталкивает воздух с другого, без захваченных карманов.
- 4
Крепление и интерфейс крепёжного приспособления
Пресс-форма крепится болтами к нашему крепёжному приспособлению пресс-формы холодильника (каталог §04) по стандартной 8-точечной или 12-точечной болтовой схеме. Для нестандартных крепёжных приспособлений мы изготавливаем переходные плиты за 7–10 дней.
Время отверждения, температура пресс-формы и ПУ-рецептура — как они связаны
Большинство жалоб "мой цикл слишком медленный" связаны с одним из трёх настроек: температурой пресс-формы, временем гелеобразования ПУ-рецептуры или покрытием каналов охлаждения. Вот как мы их настраиваем.
| Тип шкафа | Темп. пресс-формы | Гелеобразование ПУ | Цикл выпрессовки |
|---|---|---|---|
| Морозильный ларь (220–800 л) | 45–55°C | 40–60 с | 6–10 мин |
| Витрина тортов / витрина | 45–55°C | 35–50 с | 6–15 мин |
| Холодильный рабочий стол (2–4 двери) | 45–55°C | 50–70 с | 8–20 мин |
| Островной морозильник (2–3 м) | 50–55°C | 70–90 с | 12–20 мин |
| Кухонный холодильник (4–6 дверей) | 50–55°C | 60–80 с | 12–20 мин |
| Витрина со стеклянной дверью | 45–55°C | 35–50 с | 6–15 мин |
Если вы хотите более быстрый цикл, первый рычаг — температура пресс-формы (поднимите с 45°C до 55°C — выигрыш 20–30% по времени отверждения). Второй — ПУ-рецептура (более быстрый аминный катализатор — ещё 20–40%). Третий — компоновка охлаждения (которую может потребоваться переработать, если она была добавлена задним числом).
Как пресс-форма сочетается с остальной частью линии вспенивания
Пресс-форма не работает изолированно. Согласованный комплект — это пресс-форма + крепёжное приспособление + вспенивающая машина + ПУ-рецептура. Мы можем поставить все четыре — или одно, или любую комбинацию — но вот как они соединяются.
Пресс-форма крепится болтами к крепёжному приспособлению пресс-формы холодильника (каталог §04). Приспособление зажимает половины пресс-формы с усилием 1–5 тонн, нагревает плиту до 30–70°C и поднимает/опускает между циклами. Наше приспособление совместимо по креплению со всеми шестью моделями пресс-форм.
View product →ПУ впрыскивается через литник либо высокого давления циклопентановой машиной (для холодильников энергокласса A++/A+++), либо машиной низкого давления (для малых шкафов вроде вариантов винных шкафов). ПУ-машины каталога §05 уже откалиброваны под эти пресс-формы.
View product →ПУ-рецептура живёт в каталоге сырья §05. Семейство рецептур (циклопентан высокого давления / HFC-245fa стандарт / HFO низкий-GWP) выбирается по целевому рынку шкафа и энергоклассу. Мы заранее настраиваем рецептуру под геометрию пресс-формы и температурный профиль нагретой плиты приспособления.
View product →Когда все четыре приходят от нас, у вас один поставщик, отвечающий за качество пены. Когда что-то не так, мы не можем перекладывать вину между пресс-формой, приспособлением, машиной и химикатами — и вам не приходится посредничать между четырьмя поставщиками.
Возможности кастомизации — ваш шкаф, наша пресс-форма
Каждая пресс-форма, которую мы отправляем, кастомизирована под ваш конкретный чертёж шкафа. Мы не продаём готовые пресс-формы — но и не начинаем с нуля. Вот что мы кастомизируем и как.
Cabinet geometry & size
Форма и размеры шкафа — начало с вашего файла DWG / STEP / IGES. Кастомная геометрия полости от 120 л бытовых до 800 л коммерческих шкафов. Поддерживаются гнутое стекло спереди, гранёный корпус, многодверные компоновки.
Cavity count per mould
Количество полостей на пресс-форму — 1-полостная (R&D / малая серия) / 2-полостная (300–800 ед./день) / 4-полостная (1 000+ ед./день). Большее число полостей увеличивает капекс пресс-формы, но сокращает время цикла на шкаф.
Fixture interface
Болтовая схема крепления — стандартные 8-точка или 12-точка, совместимые с нашим крепёжным приспособлением пресс-формы (каталог §04). Нестандартные крепёжные приспособления: мы изготовим переходные плиты за 7–10 дней.
Cooling scheme
Компоновка каналов охлаждения — водяное охлаждение (стандарт, быстрый цикл) или воздушное охлаждение (редко, только для полиолов низкой плотности). Глубина каналов, шаг и маршрут настроены под тепловой профиль вашего шкафа.
Surface finish
Отделка поверхности полости — ЧПУ + ручная полировка стандарт. Зеркальная полировка (для премиум-брендов бытовых холодильников) или матовая пескоструйная (для текстурированных коммерческих шкафов) по запросу.
Brand marking
Опциональная гравировка на внутренней поверхности шкафа — ваш логотип бренда / серийный номер / маркер даты производства, встроенный в полость пресс-формы (предпочтительно вместо наклеек после печати для премиум-позиционирования).
Процесс изготовления пресс-формы — срок 45-80 дней, внутренний контроль качества
От чертежа вашего шкафа до упакованной пресс-формы в нашем транспортном контейнере. 7 этапов, внутреннее ЧПУ + термообработка + полировка — без субподряда.
-
1. Ревизия CAD шкафа и проектирование пресс-формы
Дни 1–7Ваш файл DWG/STEP шкафа конвертируется в CAD пресс-формы с полостью, каналами охлаждения, литниками, вентиляцией. Инженерная ревизия (видеозвонок): мы проходим по уклонам, припуску на усадку пены, размещению литников. Ваше согласование до начала обработки.
-
2. Литьё заготовки
Дни 8–17Заготовка из литого алюминия ZL105 отливается близко к финальной форме (экономит 30% времени обработки против сплошного блока). Термообработка до состояния T6 для стабильности. Рама и сталь кронштейна (Q235) режутся и пред-обрабатываются параллельно.
-
3. ЧПУ-обработка — полость и опора
Дни 18–473-осевой фрезерный станок ЧПУ (мы используем Haas / DMG MORI) доводит полость до точности ±0,05 мм. Сверлятся каналы охлаждения. Отверстия для крепёжных болтов обрабатываются по спецификации приспособления. Параллельно обрабатывается и сваривается рамная конструкция.
-
4. Обработка поверхности и полировка
Дни 48–55Ручная полировка поверхности полости до требуемой отделки (зеркало / матовая / текстурированная). Жёсткое анодирование кромок алюминиевой полости для износостойкости. Нанесение защитного покрытия на не-полостные поверхности.
-
5. Сборка и тест каналов охлаждения
Дни 56–62Полость монтируется на раму. Каналы охлаждения подключаются к испытательному стенду — испытание давлением 8 бар воды при 50°C в течение 4 часов, проверка на утечки. Установка втулок литников, вкладышей вентиляции, уплотнительных прокладок.
-
6. Пробные выстрелы пены — внутренний QC
Дни 63–705–10 пробных шкафов вспениваются в нашей лаборатории QC с вашей ПУ-рецептурой. Измеряется равномерность толщины стенки (спец ±0,3 мм), плотность пены (±0,5 кг/м³), точность размеров шкафа. Выдаётся отчёт о пробных испытаниях.
-
7. Упаковка и отправка
Дни 71–80Пресс-форма упаковывается в стальной каркасный ящик с противоударной пеной, герметизируется от влажности. Включён комплект запчастей + руководство по обращению/обслуживанию + контрольный список пуско-наладки. Загружается в 40-футовый контейнер для морской отправки.
Опциональные функции — апгрейды поверх базовой пресс-формы
Наша базовая пресс-форма покрывает то, что нужно 80% заводов холодильников. 20%, которым нужно больше, выбирают из этих дополнений на этапе расчёта.
Быстросменные вкладыши полости — одна базовая пресс-форма работает с 2-дверными / 3-дверными / 4-дверными вариантами с защёлкивающимися разделителями. Смена 30–60 мин. +15–35 тыс. USD за комплект вкладышей. Идеально для линий chef base / холодильного рабочего стола.
Нагреваемые зоны полости — независимый электрический нагрев для равномерности проблемных областей (углы, глубокие карманы). Снижает брак недо-отверждения пены на 60–80% на высоких шкафах. +8–18 тыс. USD.
Автоматизированные вентиляционные клапаны — пневматические клапаны, закрывающиеся на нужном этапе отверждения для удержания финального давления пены. Улучшает равномерность плотности пены на больших шкафах. +5–12 тыс. USD.
Встроенный сенсорный пакет — 4–8 термопар в стенках полости + датчик давления в зоне отверждения пены. Данные процесса в реальном времени в ПЛК, в паре с нашей ПУ-машиной. +6–15 тыс. USD. Настоятельно рекомендуется для линий ULT / медицинских холодильников.
Автоматический дозатор смазки для пресс-формы — роботизированное распыление антиадгезива перед каждым циклом. Сокращает ручной шаг оператора, улучшает равномерность покрытия. +12–25 тыс. USD. Окупается за 8–14 месяцев при 1 500+ ед./день.
Гравировка бренда на полости — ваш логотип / номер модели / код даты, встроенный во внутреннюю поверхность шкафа во время вспенивания. Без наклеек после печати. +3–8 тыс. USD за дизайн гравировки.
Срок изготовления, пуско-наладка, сервис, ресурс
Пресс-форма холодильника — это капитальное оборудование на 5–10 лет. Вот чего ожидать по графику и что мы покрываем.
Lead time
45–80 дней от заморозки проекта до отгрузки, в зависимости от размера и сложности шкафа. Первые заказы с со-проектированием добавляют 1–2 недели на ревизию шкафа.
Commissioning
Команда инженеров на площадке 3–5 дней по прибытии пресс-формы — настройка первого выстрела, регулировка литников/вентиляции, первые 20–50 пробных шкафов, передача карты параметров. Дорога и проживание за наш счёт для заказов свыше 50 000 USD.
Warranty
12 месяцев на целостность полости (исключая повреждения от обращения оператора вроде падений). 24 месяца на опорную раму и кронштейн. Удалённая диагностика бесплатно первые 12 месяцев.
Spare parts
Мы храним вкладыши полости, прокладки, втулки литников и фитинги водопроводных труб как рутинные изнашиваемые позиции. Большинство запчастей отгружается из Шанхая, Стамбула или Даммама за 2–5 дней.
Mid-life refurbishment
После 500 тыс. – 1 млн циклов поверхность полости изнашивается достаточно, чтобы потребовать восстановления (повторная полировка, очистка каналов, замена прокладок) — обычно 20–30% от цены новой пресс-формы. Добавляет ещё один полный жизненный цикл.
Full replacement triggers
Полная замена обычно вызвана сменой SKU (новый дизайн шкафа), а не износом — большинство заводов холодильников ротируют пресс-формы по 3–8 SKU шкафов за 10-летний период.
Часто задаваемые вопросы
I see six different mould models in your catalog. How do I know which one matches my cabinet?
What material do you use for the mould body, and why?
How precise are the cavities, and what tolerance affects what?
How long do these moulds last? When do I need to refurbish or replace?
My curing time is too long — how do I shorten the cycle?
Can you do dual-cavity, quad-cavity, or rotary-table configurations?
Do you provide the cabinet design CAD, or do I supply it?
What lead time and on-site service do you provide?
Сопутствующие товары
UMD-HF-1500
Пресс-форма для горизонтального морозильника (морозильный ларь)
Пресс-форма для холодильников / морозильников для морозильных ларей — литая алюминиевая ППУ-пресс-форма из сплавов ZL105 / LY12. Варианты однокамерные одно-крышечные, однокамерные двух-крышечные и двухкамерные двух-крышечные. Шкаф до 1 500 × 700 × 900 мм, отверждение 6–10 мин.

UMD-WB-2600
Пресс-форма для холодильного рабочего стола (chef base)
Пресс-форма для рабочих холодильных столов (chef base) — литая алюминиевая ППУ-пресс-форма для шкафов chef base / станций приготовления сэндвичей / пиццы / салатов. Поддерживает 2-дверные, 3-дверные, 4-дверные варианты до 2 600 × 1 100 × 1 100 мм. Время отверждения 6–20 мин, регулируется.

UMD-IF-2600
Пресс-форма для супермаркетного островного морозильника
Пресс-форма для холодильников / морозильников для супермаркетных островных морозильников — длиннополостная литая алюминиевая пресс-форма для шкафов островных морозильников 2–3 м. Одно-головочное горизонтальное заполнение с одного торца для бездефектного вспенивания длинных шкафов. До 2 600 × 1 100 × 1 100 мм.
Cross-Sell · One-Partner Synergy
Pair These Moulds With Your Production Line
Cyclopentane high-pressure machine + matched PU raw materials = the proven refrigerator factory recipe.
Cyclopentane High-Pressure PU Machine
The refrigerator-industry standard pairing for vacuum-forming and foaming moulds. Ask about UPM-HP-CYP series.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol calibrated to your moulds geometry and target foam density.
Learn moreRefrigerator Production Line Solution
Pair these moulds with our turnkey factory engineering — 1,800+ delivered projects in 40+ countries.
Learn moreService & Support
Гарантия и сервис
Выезд на объект возможен во всех регионах, куда мы поставляли проекты.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
home.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."
Нужно комплексное холодильное решение?
UREXCEED объединяет формы, вспенивающее оборудование, производственные линии и материалы на 6 партнёрских заводах. Сообщите целевую производительность, и мы ответим конфигурацией и коммерческим предложением в течение 24 часов.